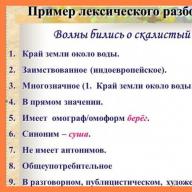
În acest proces, tăierea este efectuată cu o unealtă rotativă cu mai multe lame sub formă de disc - un ferăstrău circular. La ferăstrăile circulare, ferăstrăul poate fi în poziția superioară sau inferioară față de piesa de prelucrat (Fig. 24).
Diametrul de tăiere D = 2R, mm (este și principala caracteristică a sculei - diametrul ferăstrăului), în analiza procesului se consideră că este același pentru toți dinții. Viteza de rotație a ferăstrăului n, min -1, este considerată constantă. Atunci viteza mișcării principale v, m/s:
În medie, viteza v la tăierea cu ferăstrău circular pe mașini este de 40 ... 80 (maximum 100 ... 120) m / s.
Mișcarea de avans este de obicei atașată piesei de prelucrat. Viteza de avans mecanic v s la mașini ajunge la 100 m/min și mai mult.
Alimentare per revoluție a ferăstrăului S0și un dinte S z mm, determinat de formule

unde z \u003d πD / t 3 - numărul de dinți de ferăstrău; t 3 - pasul dintelui, mm.
Există tăieturi cu un contra avans, atunci când proiecția vectorului principal de viteză de mișcare v pe direcția de avans și vectorul de viteză de avans al piesei de prelucrat v s sunt îndreptate unul spre celălalt, și cu un avans înainte, când coincid în direcție.
În tăierea longitudinală, alimentarea de trecere este rar utilizată, deoarece poate trage lemnul cu ferăstrăul, ceea ce duce la o rată de avans neuniformă, la suprasarcina motoarelor principalelor mișcări și a mecanismelor de alimentare, adică la o situație de urgență. Alimentarea în urcare este adesea întâlnită la tăierea transversală cu o piesă de prelucrat staționară. Pe fig. 24, a, b este prezentată tăierea cu o contra avans. O schimbare a direcției vectorului v va corespunde modelului de ferăstrău cu avans în urcare.
Traiectoria mișcării principale - rotația ferăstrăului în jurul axei - este un cerc cu raza R, pe care se află vârfurile dinților. Traiectoria mișcării de avans a piesei de prelucrat (sau axa de rotație a ferăstrăului, dacă i se dă o mișcare de avans) este o linie dreaptă. Traiectoria mișcării de tăiere - mișcarea vârfului dintelui de ferăstrău față de lemnul tăiat - este obținută ca urmare a adăugării a două mișcări care apar simultan: principala și cea de avans.
La toate mașinile de ferăstrău circular moderne, viteza mișcării principale v este de multe ori mai mare decât viteza de avans v s , astfel încât vectorul vitezei de tăiere v e diferă puțin ca mărime și direcție de viteza mișcării principale. În calcule, acestea sunt de obicei considerate egale, permițând în același timp o ușoară eroare. Stratul (vezi Fig. 24, b) este tăiat de-a lungul arcului AB, care se numește arc de contact dintre dinte și lemn. Punctul A este punctul de intrare, punctul B este punctul de ieșire al dintelui din lemn. Punctul de mijloc C traversează arcul de contact. Punctele marcate corespund unghiului de intrare φ in, unghi de ieșire φ afarăși unghiul mediu φ cf, care numără de la normal la direcția de avans. Unghiuri φ inși φ afară determinată de distanța h, raza ferăstrăului R și înălțimea de tăiere t(Tabelul 11).
Tabelul 11 Raporturi de calculat φ inși φ afară
Unghiul corespunzător arcului de tăiere sau lungimii stratului tăiat se numește unghi de contact. φ cont:
unghiul curent φ , care determină poziția dintelui pe arcul de tăiere, crește uniform, proporțional cu timpul; deci putem vorbi despre unghiul mediu φ cf care caracterizează modul de tăiere:
La ruperea unghiului φ cf va corespunde unghiului mediu de întâlnire a muchiei principale de tăiere a dintelui cu fibre de lemn:
Lungimea stratului tăiat / este calculată ca lungimea arcului de contact
Unde φ cont măsurată în grade.
În procesul de hrănire, doi dinți adiacenți formează suprafețe diferite ale fundului tăieturii: un dinte - o suprafață cu o urmă de 1- 1 ", a doua este o suprafață cu urma 2-2". Distanța dintre aceste suprafețe pe direcția de avans este egală cu S z . Distanța de-a lungul normalului - grosimea cinematică a stratului a - este diferită (Fig. 24, c). Valoarea curentă a grosimii cinematice a stratului tăiat este calculată prin formula
Valori parțiale ale grosimii stratului:
la punctul de intrare
la punctul de ieșire
în mijlocul arcului de tăiere (grosime mijlocie)
Grosimea medie este calculată prin împărțirea suprafeței laterale a stratului f c b pentru lungime:
Formulele (109), (110) dau rezultate ușor diferite, cu toate acestea, cu suficientă precizie pentru practică, este posibil să se echivaleze grosimea așchii mediată pe lungimea arcului de tăiere și mediată pe zona suprafeței laterale:
În secțiunea care trece prin axa de rotație a ferăstrăului (transversală), geometria stratului tăiat, așa cum sa menționat mai devreme, depinde de modalitățile de lărgire a tăieturii: grosimea medie a stratului peste secțiunea din mijlocul tăieturii. arc de contact
Lățimea stratului depinde și de modul în care este lărgită tăietura:
În timpul tăierii longitudinale, muchia principală (scurtă) a dintelui taie fibrele de lemn și formează partea de jos a tăieturii, iar muchiile laterale de tăiere participă la formarea pereților tăieturii. Această distribuție a funcțiilor predetermina cerințele pentru geometria dinților de ferăstrău pentru tăierea longitudinală: muchia scurtă de tăiere trebuie împinsă înainte în direcția de rotație față de suprafața frontală din cauza unghiului pozitiv γ . Acest lucru va tăia fibrele înainte ca acestea să înceapă să se separe la suprafața frontală, prevenind astfel fibrele să fie trase într-un mod neorganizat.
Cu cerințe crescute pentru calitatea suprafeței de tăiere, trebuie creat un unghi pozitiv de greblare la marginile laterale de tăiere din cauza ascuțirii oblice de-a lungul marginii frontale (latura γ = φ 1). Deoarece dinții formează doi pereți ai tăieturii, ascuțirea oblică trebuie făcută prin dinte: dinții pari - într-o direcție, impar - în cealaltă.
Cinematica procesului de tăiere predetermina prezența neregulilor sistematice pe suprafața tăieturii - urmele lăsate de dinți (vezi Fig. 24, d). Puteți calcula înălțimea neregulilor cinematice y, de exemplu, pentru un ferăstrău cu dinți fixați. Din relaţiile geometrice rezultă că = 2a tg λ р, unde a este grosimea stratului tăiat; λ p - unghiul divorţului.
Poate fi măsurat direct pe ferăstrău tgλ p = b 1 /h p ; b 1 și h p = 0,5h3.
Pentru a estima rugozitatea suprafeței cu parametrul R m max, este necesar să se calculeze cea mai mare valoare a neregularităților cinematice ymax:
Calculele lui R m max folosind formula (114) dau un rezultat subestimat (uneori de mai multe ori). Acest lucru se datorează faptului că, la tăierea pe mașină, rugozitatea suprafeței tăieturii este influențată suplimentar de inexactități în lărgirea dinților, contactul cu dinții zonei de nefuncționare a ferăstrăului, restaurarea elastică a fibrele de lemn și îndoirea elastică a dinților, tocirea marginilor tăietoare și a vârfurilor dinților, frecarea așchiilor pe pereții tăieturii, curățarea pânzei de ferăstrău în direcțiile radiale și transversale, vibrația ferăstrăului, deplasarea piesei de prelucrat în timpul tăiere și multe alte motive.
O predicție destul de precisă a rugozității așteptate a suprafeței tăiate poate fi obținută pe baza datelor experimentale, în care înălțimea neregulilor R m max este asociată cu cele mai importante condiții inițiale de tăiere: cea mai mare grosime a stratului tăiat ( prin parametrii S z şi φ afară) și metoda de lărgire a tăieturii.
În tabel. 12 și 13 prezintă avansurile permise pe dinte, oferind o rugozitate dată de suprafață .
Tabelul 12 Avans maxim pe dinte, mm, la diferite rugozități specificate ale suprafeței de tăiere pentru tăierea cu ferăstrău circular
| Înălțime aspră Rmm ah, um, nu mai mult | Puneți dinții | Dinți turtiți | Dinți tăiați (rindeau) | ||||
| la unghiul de ieșire φ afară, ° | |||||||
| 20 ...50 | 60...70 | 20 ...50 | 60...70 | 20...50 | 60... 70 | ||
| 1,2 | 1,2 | 1,8 | 1,5 | - | - | ||
| 1,0 | 0,8 | 1,5 | 1,2 | - | - | ||
| 0,8 | 0,5 | 1,2 | 0,75 | - | - | ||
| 0,3 | 0,1 | 0,45 | 0,15 | - | - | ||
| 0,1 | 0,1 | 0,15 | 0,15 | - | 0,3 | ||
| unu | - | 0,15 | - | 0,3 | 0,15 | ||
| - | - | - | - | 0,15 | 0,07 | ||
| - | - | - | - | 0,07 | - | ||
Tabelul 13 Avans maxim pe dinte, mm, la diferite rugozități specificate ale suprafeței tăieturii pentru tăierea transversală cu ferăstraie rotunde
Notă: Condiții de tăiere de producție medie, dinți ascuțiți.
La tăierea transversală (Fig. 25), condițiile de lucru ale muchiilor de tăiere sunt diferite de cele ale tăierii longitudinale: marginea laterală taie fibrele și formează peretele tăieturii, iar muchia scurtă de tăiere și suprafața frontală taie tăierea. fibre, formând partea de jos a tăieturii.
Aceasta determină următoarele cerințe pentru geometria dinților. Marginea laterală trebuie să taie fibrele înainte ca suprafața de conducere să intre în contact cu acestea. Pentru a face acest lucru, trebuie să fie împins înainte de-a lungul ferăstrăului cu o margine relativ scurtă din cauza unghiului negativ (sau zero) a conturului ( γ ≤ 0°) și au un unghi de greblare pozitiv partea γ datorita ascutirii oblice. De obicei, ascuțirea oblică se efectuează pe suprafețele din față și din spate ale dintelui.
De regulă, pentru a plasa așchii în cavitatea dinților, nu este necesară limitarea vitezei de avans, calculată din condiția asigurării rugozității necesare (vezi Tabelul 13). Pentru tăierea cu ferăstrău, factorul de tensiune a rădăcinii este σ = 2... 3, iar pentru transversal σ = 20... 30 datorită furajelor mici pe dinte. Aceasta înseamnă că condițiile pentru introducerea în groapă și transportul așchiilor din tăietură rămân normale.
În calculele practice ale consumului de energie pentru procesul de tăiere, la proiectarea unui antrenament pentru mașini de ferăstrău circular, la determinarea efectelor forței asupra sculei și a elementelor mașinii, se calculează forța tangențială ciclică medie.
Forța tangențială ciclică medie este o forță tangențială constantă condiționată F x c, care, acționând pe o cale egală cu circumferința ferăstrăului 2 πR (o rotație - ciclul mișcării principale), efectuează același lucru ca forța tangențială medie asupra dintelui F xcp pentru o rotație a ferăstrăului:
unde z este numărul de dinți ai ferăstrăului (pentru o rotație a ferăstrăului, fiecare dinte va trece prin tăietură, făcând lucru egal cu F xcp l).
Rezultă din egalitate
Unde z p e f- numărul de dinți tăiați simultan (valoarea medie ponderată, nerotunjită la unități întregi).
Forța tangenţială medie asupra dintelui F xcp este o forță tangenţială condițională constantă, care, acționând pe o cale egală cu lungimea stratului tăiat l, efectuează aceeași activitate ca forța de forfecare variabilă reală pe o cale egală cu arcul real de contact dintre tăietor și lemn.
Forța F xcp este raportată la punctul de mijloc al arcului de contact C (vezi Fig. 24, b), a cărui poziție determină unghiul φ cf. Valoarea sa este calculată prin formula
unde F xT este valoarea tabelară a forței tangențiale pentru procesul de tăiere longitudinală cu un ferăstrău circular, luată pentru grosimea stratului tăiat a cf la mijlocul arcului de contact, N / mm (Tabelul 14); b - lățimea stratului tăiat, mm; un popr- un factor de corecție comun care ține cont de diferența dintre condițiile de tăiere calculate și cele de masă.
Tabelul 14 Forța tăietoare tabulară F xT și lucru specific K t pentru tăierea cu ferăstrău circular
| A sr, mm | F x t, N/mm | K t, J/cm 3 | A sr, mm | FxT, N/mm | K t, J/cm 3 |
| 0,10 | 9,5 | 0,50 | 23,8 | 47,5 | |
| 0,15 | 12,0 | 0,60 | 26,4 | 44,0 | |
| 0,20 | 14,2 | 0,80 | 31,2 | 39,0 | |
| 0,25 | 16,0 | 1,00 | 36,0 | 36,0 | |
| 0,30 | 18,0 | 1,20 | 40,8 | 34,0 | |
| 0,35 | 19,3 | 1,40 | 44,8 | 32,0 | |
| 0,40 | 21,0 | 52,5 | 1,60 | 48,8 | 30,5 |
| 0,45 | 22,5 | 50,0 | 2,00 | 56,0 | 28,0 |
Notă: Pin, W = 10... 15%; t = 50 mm, φ in = 60°; V = 40 m/s; dinti ascutiti; δ = 60°.
Forța tangențială maximă
unde un tah = și afară - grosimea maximă a stratului (lângă punctul de ieșire); iar cp este grosimea medie a stratului.
Forța maximă normală
Conform forței ciclice medii, puterea de tăiere P p, W se calculează:
Puterea de tăiere poate fi calculată și folosind formula tridimensională
unde K T este valoarea tabelară a lucrării specifice de tăiere longitudinală cu un ferăstrău circular (vezi tabelul. 14), J / cm 3; un popr- factor de corecție general, luând în considerare diferența dintre condițiile calculate și cele tabelare.
Cea mai mare viteză de avans v s (p), admisibilă în condițiile utilizării depline a puterii de tăiere date P p, calculată prin formula volumetrică convertită
Conform tabelului 14 găsiți valoarea grosimii medii a stratului tăiat a cf corespunzătoare forței tabulare calculate F XT . Apoi, în conformitate cu formulele (112), (111), (101), secvenţial în conformitate cu formulele (112), (111), (101) determinăm un mijloc, S z . v s .
La tăierea transversală, calculul forțelor de tăiere este mai complicat. Forța medie punitivă asupra dintelui F xcp se calculează prin forța tangențială tabulară F XT (Tabelul 15), raportată la unitatea de lățime a tăieturii, și nu stratul tăiat real și selectată în funcție de cinematică, și nu de așchiul mediu grosimea în mijlocul arcului de contact:
Același tabel prezintă valorile tabulare ale lucrării specifice de tăiere transversală K T.
Tabelul 15 Forța tăietoare tabulară F Tși lucrare specifică K T pentru tăierea transversală a lemnului cu ferăstrău circular
| A mijloc = S z sin j cf mm | F xT , N/mm, pentru lățimea tăieturii B etc, mm | K t, J / cm 3, pentru lățimea tăieturii B etc, mm | ||||||
| 1,5 | 2,5 | 3,5 | 5,0 | 1,5 | 2,5 | 3,5 | 5,0 | |
| 0,01 | 1,25 | 1,05 | 0,90 | 0,75 | ||||
| 0,02 | 2,14 | 1,84 | 1,56 | 1,24 | ||||
| 0,03 | 2,94 | 2,52 | 2,10 | 1,65 | ||||
| 0,04 | 3,76 | 3,16 | 2,60 | 1,96 | ||||
| 0,05 | 4,50 | 3,75 | 3,05 | 2,25 | ||||
| 0,075 | 6,45 | 5,25 | 4,15 | 2,85 | ||||
| 0,10 | 8,30 | 6,70 | 5,20 | 3,50 | ||||
| 0,15 | 12,30 | 9,60 | 7,50 | 4,95 | ||||
| 0,20 | 16,20 | 12,20 | 9,80 | 6,40 |
Notă: Pin, W = 15%, dinți ascuțiți.
Caracteristicile tăierii materialelor lemnoase. Pentru tăierea plăcilor aglomerate, natura generală a dependenței forțelor de tăiere tangențiale și normale și rugozitatea suprafeței prelucrate de grosimea medie a stratului tăiat rămâne aceeași ca și pentru tăierea lemnului. În tabel. 16 prezintă date orientative pentru tăierea plăcilor aglomerate cu un ferăstrău circular.
Tabelul 16 Forța tăietoare tabulară F xr și lucru specific K T pentru tăierea PAL cu ferăstrău circular
| o nunta, mm | F xr , N / mm, la densitatea plăcii, kg / m 3 | K T, J / cm 3, la densitatea plăcii, kg / m 3 | ||||
| 0,2 | 1,6 | 2,5 | 3,3 | 78,6 | 123,0 | 167,0 |
| 0,4 | 2,2 | 3,4 | 4,7 | 54,4 | 85,0 | 117,0 |
| 0,6 | 2,6 | 4,1 | 5,6 | 43,5 | 68,0 | 92,5 |
| 0,8 | 3,0 | 4,6 | 6,3 | 37,1 | 58,0 | 78,9 |
| 1,0 | 3,4 | 5,3 | 7,2 | 33,9 | 53,0 | 72,0 |
| 1,2 | 3,9 | 6,1 | 8,3 | 32,7 | 51,0 | 69,4 |
| 1,4 | 4,5 | 7,1 | 9,6 | 32,4 | 50,6 | 68,9 |
| 1,6 | 5,2 | 8,1 | 11,0 | 32,2 | 50,4 | 68,5 |
| 1,8 | 5,8 | 9,0 | 12,3 | 32,1 | 50,2 | 68,2 |
| 2,0 | 6,4 | 10,0 | 13,6 | 32,0 | 50,0 | 68,0 |
| 2,2 | 7,0 | 11,0 | 14,9 | 31,9 | 49,8 | 67,8 |
Notă: Cantitatea de liant este de 8%, dinții sunt ascuțiți, v = 40 m/s, V pr = 3 mm, V = 1,7 mm, φ av = 35 0 .
Calitatea plăcilor PAL de tăiere se caracterizează prin cantitatea de așchii de pe margine (măsurată de-a lungul feței plăcii în direcția perpendiculară pe planul tăierii) și rugozitatea suprafeței tăiate (în principal dimensiunea neregulilor ruperii și a părului) .
Așchiile sunt rezultatul delaminării particulelor de suprafață ale plăcii sub forța dinților la intrarea în material sau la ieșirea din acesta. Cantitatea de așchiere poate fi redusă la minimum prin alegerea geometriei corecte a dinților ferăstrăului (unghiul de ascuțire și unghiul de ascuțire oblică), asigurând un sprijin adecvat de-a lungul feței plăcii în apropierea muchiei tăiate și eliminând posibilitatea de a lucra cu o unealtă tocită. Rugozitatea suprafeței tăieturii depinde în mare măsură de grosimea medie a stratului tăiat (alimentarea cuțitului). În același timp, indicatorii de rugozitate se înrăutățesc odată cu scăderea densității plăcilor și a conținutului de liant.
Pentru a obține o calitate satisfăcătoare a suprafeței tăiate, se recomandă următoarele avansuri pe dinte de ferăstrău: 0,03 ... 0,05 mm pentru plăci cu densitatea de 700 kg/m 3 și cu un conținut de liant mai mic de 8%; 0,05 ... 0,1 mm pentru plăci cu o densitate de 900 kg / m 3 și cu un conținut de liant de 8 ... 12%; 0,15 ... 0,25 mm pentru plăci cu o densitate mai mare de 900 kg / m 3 și cu un conținut de liant de peste 12%.
Când tăiați PAL căptușit cu plastic decorativ, există cerințe crescute pentru așchii pe suprafața placajului. Condițiile de finisare a tăierii, în care lungimea așchiilor nu depășește 50 de microni, sunt determinate: un ferăstrău cu diametrul minim cu
dinți echipați cu plăci din aliaj dur, γ
= -10°, α
= 15°, β
= 70°, partea φ < 13 мкм, v=
= 40... 50 m/s, S z< 0,03 мм. ДСтП, облицованные шпоном, можно распиливать поперек волокон облицовки теми же пилами при несколько большей подаче на зуб: S z ≤ 0,05 мм.
Cel mai adesea se prelucrează plasticul laminat DSP-B din lemn tăiat, în care la fiecare 1 ... 2 straturi paralele de furnir, un strat este situat la un unghi de 90 ° față de ele.
Structura plasticului (Fig. 26) predetermina utilizarea următoarelor tipuri de ferăstrău: peste fibrele 5 și de-a lungul fibrelor în direcția de presare 3, perpendicular pe direcția de presare 1, paralel cu straturile adezive 4 și de-a lungul fibre cu tăierea lor până la capăt 2. Cantitatea de muncă specifică și parametrii de tăiere recomandați Plănul din PAL cu ferăstrău circular este dat în tabel. 17 și 18.
Tabelul 17 Lucrări specifice de tăiere PAL cu ferăstrău circular
În funcție de tipul de suprafețe laterale ale pânzei de ferăstrău (în funcție de forma secțiunii transversale), există ferăstrăi circulare plate, conice și plane (cu suprafețe laterale decupate).
ferăstraie plate. Caracteristicile de proiectare ale ferăstrăilor sunt reglementate de GOST 980 - 80 „Fărăstraie circulare plate pentru tăierea lemnului” și GOST 9769-79 „Fărăstraie circulare pentru tăierea lemnului cu plăci de aliaj dur”.
Ferăstraiele pentru tăierea lemnului (Fig. 27) sunt fabricate din oțel 9HF de două tipuri: A - pentru tăierea longitudinală, B - pentru tăierea transversală. Atunci când utilizați ferăstraie în diverse industrii de prelucrare a lemnului, este necesară o mare varietate de dimensiuni standard ale acestora. Diametrul ferăstrăilor variază de la 125...1600 mm, grosimea pânzei este de 1,0...5,5 mm, numărul de dinți este de 24...72 pentru ferăstraie de tip A și 60...120 pentru ferăstrău. de tip B. Unghiurile dinților sunt stabilite ținând cont de condițiile de funcționare ale lamelor principale (scurte) și laterale în timpul tăierii longitudinale și transversale.
Ferăstraiele de tip A (vezi Fig. 27, b) pentru tăierea longitudinală sunt disponibile în două versiuni: versiunea 1 - cu suprafața spate liniară spartă a dinților și versiunea 2 - cu o suprafață a dintelui din spate drept. Ferăstraiele de tip A versiunea 2 cu diametrul de 125 ... 250 mm cu un număr crescut de dinți sunt utilizate în principal la uneltele de mână electrificate, la mașinile de uz casnic pentru prelucrarea lemnului și frezat.
Ferăstraiele de tip B (vezi Fig. 27, b) pentru tăiere transversală au, de asemenea, două versiuni: versiunea 3 - cu unghi de greblare egal cu zero și versiunea 4 - cu unghi de greblare negativ. Execuția 3 ferăstraiele se folosesc la ferăstraie circulare cu ax inferior, execuția 4 - la mașinile cu ax superior raportat la materialul de tăiat.
Unghiurile dinților ferăstrăilor plate rotunde, °
Funcționarea normală stabilă a unui ferăstrău circular este posibilă numai dacă diametrul și grosimea pânzei, precum și diametrul șaibei care fixează ferăstrăul pe axul mașinii, sunt selectate corect. Cel mai mic diametru D min, mm, al pânzei de ferăstrău este determinat de grosimea materialului de tăiat și de diametrul flanșei de fixare a ferăstrăului pe axul mașinii (pentru ferăstraie cu axul situat deasupra și dedesubtul materialului de tăiat). , respectiv) conform rapoartelor
unde t este înălțimea tăieturii, mm; d f - diametrul flanșei de prindere, mm; h 3 - cea mai mică ieșire a ferăstrăului din tăietură, aproximativ egală cu înălțimea dintelui de ferăstrău, mm; h - cea mai mică distanță de la axa ferăstrăului până la masa mașinii, mm.
Diametrul discului initial D = D min + 2Δ, Unde Δ - marginea razei de uzură, mm (Δ ≈ 25 mm).
Grosimea pânzei de ferăstrău, mm, este selectată în funcție de diametru:
Alte dimensiuni ale profilelor dintelui sunt calculate prin formulele: pasul dintelui t 3, mm, cu grosimea discului b, mm:
înălțimea dintelui h 3, mm:
Număr de dinți z, buc.:
raza cavitatii r, mm:
Ferăstraiele circulare sunt fabricate din oțel aliat pentru scule 9HF, HRC 3 40 ... 45 în conformitate cu cerințele standardului conform documentației tehnice aprobate.
Pânze de ferăstrău plate cu pânze de carbură de tungsten. Aceste ferăstraie (Fig. 28) sunt utilizate pentru tăierea materialelor lemnoase (PAL, plăci fibroase, lemn lipit), precum și lemn masiv (GOST 9769-79).
Pânzele de tăiere ale dinților ferăstrăului sunt realizate dintr-un aliaj metal-ceramic de carbură de tungsten și cobalt VK6, VK15, iar corpul ferăstrăului este din oțel aliat pentru scule 50HFA sau 9HF, HRC 3 40...45. În funcție de scopul tehnologic, ferăstrăile sunt împărțite în trei tipuri (Tabelul 19).
Tabel 19. Dimensiunile și unghiurile dinților pânzelor de ferăstrău circular plat cu inserții din carbură (vezi Fig. 28)
| Parametrii ferăstrăului | tipuri de ferăstrău | ||
| 1 - pentru tăierea plăcilor din PAL, placajului, plăcilor din fibre, foilor de plastic și lemnului lipit | 2 - pentru tăierea longitudinală a lemnului masiv și lipit | 3 - pentru tăierea plăcilor căptușite peste fibre | |
| Diametru D, mm Sectură nominală LA pr, mm | 160...400 2,8...4,1 | 160...450 2,8...4,3 | 320...400 3,0...4,5 |
| Diametrul de aterizare | |||
| găuri d, mm | 32...50 | 32... 80 | |
| Numărul de dinți z Unghi, °: | 24...72 | 16...56 | 56...96 |
| față γ | 10; 5; 0 | 20; 10 | 20; 10 |
| ascuțirea β | 65; 70; 75 | 55; 65 | 55; 65 |
| spate α | |||
| tăiere δ | 80; 85; 90 | 70; 80 | 70; 80 |
| ascuțire oblică φ |
Ferăstraiele sunt rotunde (disc) conice. Ferăstrăile conice (Fig. 29, a) sunt folosite pentru tăierea pe margine a cherestelei în plăci subțiri, pentru a reduce deșeurile de lemn în rumeguș (lățimea tăieturii este aproape jumătate față de tăierea cu ferăstrău plat). Grosimea plăcilor de tăiat nu trebuie să depășească 12 ... 18 mm, altfel ferăstrăul nu le va putea îndoi în lateral și se va bloca în tăietură. Pentru tăierea asimetrică se folosesc ferăstraie conice unilaterale (pentru stânga și dreapta), pentru tăierea simetrică - cu două fețe.
Dimensiuni ferăstraie conice unilaterale: diametru 500...800 mm, grosimea părții centrale a lamei 3,4...4,4 mm, grosimea dintelui 1,0...1,4 mm, număr de dinți 100; diametrul alezajului 50 mm. Dinții ferăstrăului au un unghi de ascuțire de 25° și un unghi de ascuțire de 40°. Material ferăstrău - oțel 9HF, HRC 3 41...46.
Ferăstraie rotund (disc) rindeluit. La fierăstrăile de rindeluit, suprafețele laterale au o degajare de la periferie spre centru la un unghi de 0°15' ... 0°45", drept care nu este necesară lărgirea coroanei de tăiere prin fixare sau aplatizare. dinții.
Marginile laterale de tăiere ale dinților ferăstrăului de rindeluit, care formează suprafețele de tăiere, sunt situate în același plan. Pânza de ferăstrău este stabilă în funcționare, astfel încât calitatea tăierii este caracterizată de mici neregularități cinematice și vibraționale. Rugozitatea suprafețelor tăiate este apropiată de cele rindeluite (de unde și denumirea ferăstrăilor).
Ferăstrăile de rindeluit sunt folosite pentru tăierea fină a lemnului uscat cu un conținut de umiditate de cel mult 20% în orice direcție față de fibre. Dimensiunile ferăstrăului și profilele dinților sunt standardizate (GOST 18479-73). După forma secțiunii, se disting ferăstraiele cu un singur con 4 și ferăstrăile cu două conuri 5 (Fig. 29, b). Acestea din urmă sunt prevăzute pentru longitudinal și transversal 7 ferăstrăul.
Într-un ferăstrău de rindea, masa de metal se acumulează spre periferia discului; Cu diametre mari ale discurilor și viteze mari de rotație, în disc pot apărea solicitări de spargere periculoase de la forțele centrifuge. Prin urmare, diametrele acestor ferăstraie nu depășesc 400 mm (160...400 mm). Material ferăstrău - oțel 9ХФ sau 9Х5ВФ, HRC 3 51... 55.
Ferăstrău circular și clasificarea lor Un ferăstrău circular este o unealtă cu mai multe tăieturi care are forma unui disc, sferă, pătrat, sectoare spiralate sau un cilindru. Ferăstrăul se realizează prin mișcarea de rotație a sculei în timpul mișcării de translație a materialului de prelucrat sau a ferăstrăului. Mișcarea de rotație transmisă sculei este caracterizată de viteza de tăiere, se numește mișcare principală și este mult mai mare decât viteza de translație, adică viteza de avans. Mișcarea înainte se numește mișcare de avans. Este determinată de viteza de avans și este proiectată să alimenteze materialul care este prelucrat către ferăstrău sau ferăstrăi către material. Implementarea procesului de tăiere este posibilă numai dacă ambele aceste mișcări sunt prezente. În procesul de tăiere, forțele de tăiere acționează asupra dinților și pânzei de ferăstrău, care pot atinge o valoare semnificativă și pot provoca deformarea dinților și a pânzei de ferăstrău. În plus, în timpul funcționării, asupra materialului care este tăiat și asupra rumegușului care se formează în timpul tăierii apar forțe centrifuge de inerție și forțe de frecare.
Frecarea determină încălzirea ferăstrăului, ceea ce, ca și forțele centrifuge, afectează negativ funcționarea acestuia. Pentru ca ferăstraiele circulare să reziste la efectele forțelor de tăiere, încălzirii și forțelor centrifuge, acestea sunt fabricate din oțeluri aliate de înaltă calitate, iar dimensiunile sunt determinate în funcție de GOST-urile și condițiile tehnice relevante. Ferăstrăile circulare sunt realizate: cu un disc plat din oțel 9HF, ferăstrăi de rindeluit din oțel 9HF sau 9H5VF, cu plăci aliaje dure din oțel 50HFA și 9HF. Rezistența la tracțiune a acestor oțeluri este de 120-150 kgf / mm2. Partea de tăiere a ferăstrăilor circulare este formată din dinți dispuși de-a lungul unui cerc. Forma dinților sau profilul acestora este determinată de unghiurile de tăiere și de conturul fețelor din spate, din față și al cavității interdentare. Atunci când alegeți profilele dinților, unghiurile lor de tăiere și modurile de tăiere, este necesar să se țină cont de principalele cazuri de tăiere a unui material stratificat: tăierea feței în direcțiile radiale și tangenţiale, tăierea longitudinală în tangenţială și tăierea radială și transversală în tangenţială. si directii radiale. În funcție de scopul ferăstrăului, profilul dinților și valorile unghiulare ale acestora sunt diferite.
După tipul de ferăstrău (transversal, longitudinal sau mixt), ferăstrăile circulare sunt împărțite în ferăstrăi pentru tăierea longitudinală, transversală și mixtă a lemnului și a materialelor lemnoase, care diferă unele de altele prin natura tăierii, profilul dinților și felul în care sunt ascuțite. Clasificarea ferăstrăilor circulare este dată în diagrama de mai jos. Prin proiectare, ferăstrăile circulare se caracterizează prin dimensiunile pânzei de ferăstrău (în ceea ce privește diametrul exterior, diametrul găurii centrale și grosimea pânzei), forma secțiunii transversale a acesteia, precum și dimensiunile, numărul și profilul dinților. Secțiunea transversală și designul diferitelor ferăstrău sunt prezentate în figură.
In practica industriala se folosesc fierastraie cu disc plat avand aceeasi grosime pe toata sectiunea transversala, cu disc conic, se folosesc fierastraie cu disc sferic si cilindric. In ultimii ani au aparut fierastraie cu strat anti-zgomot si fierastraie cu trei straturi. Din cauza complexității funcționării lor, nu au primit distribuție. Partea de tăiere a dinților se caracterizează prin valori unghiulare și profilul dintelui. Elementele unghiulare ale dinților ferăstrăilor circulare, numele și denumirile lor sunt date în figura de mai jos. Dinții ferăstrăilor au unghiuri: față, ascuțit și spate. colțul din față? format din raza ferăstrăului şi faţa frontală a dintelui. Unghiul de conicitate? format din feţele anterioare şi posterioare ale dintelui. Colțul din spate? format din fata din spate a dintelui si tangenta la cercul de rotatie al fierastraului, trasa din varful dintelui. Unghiul de tăiere? cuprins între fața frontală a dintelui și tangenta la cercul de rotație al ferăstrăului, trasă din vârful dintelui. Este format dintr-un unghi conic și un unghi din spate.
Ferăstraiele cu lamă plate sunt cele mai comune și utilizate pe scară largă pe majoritatea ferăstrăilor circulare. Pentru ferăstraie circulare, industria produce mai multe tipuri de ferăstrău circular, ceea ce se explică prin diferitele lor scopuri tehnologice. Un ferăstrău circular (Fig. 98) este alcătuit dintr-un corp (disc subțire) și o piesă tăietoare (inel dințat). În funcție de forma discului în secțiune transversală, ferăstrăile circulare sunt împărțite în ferăstraie cu disc plat, conice și discuri cu o probă (decupare).
Oțelul folosit pentru ferăstrău trebuie să fie suficient de ductil pentru a fi ștanțat și întărit dinții. Dinții pânzelor de ferăstrău plate pot fi echipați cu inserții din carbură sau suprapuneri.

Orez. 98. Modele de ferăstraie circulare:
a - vedere generală; b - cu fundul plat; c - stânga-conic; g - dreapta-conic; e - conic bilateral; e - rindea cu o decupare cu două conuri; g - rindea cu un singur con subdebit
Principalii parametri de proiectare ai ferăstrăilor circulare sunt: diametrul exterior D, diametrul alezajului d, grosimea c, numărul de dinți z.
Geometria dinților tăietori ai ferăstrăilor circulare este caracterizată de parametri liniari și unghiulari. Parametrii liniari includ: pasul și înălțimea dintelui, raza de rotunjire a cavității, lungimea marginii din spate.
Pasul dinților tz - distanța dintre vârfurile a doi dinți adiacenți. Înălțimea dintelui hz - distanța dintre partea superioară și inferioară a cavității dintelui, măsurată de-a lungul razei ferăstrăului.
În funcție de tipul de ferăstrău, de poziția ferăstrăului și de sensul de rotație, se selectează și profilul dinților ferăstrăilor circulare.
Ferăstraiele circulare plate pentru tăierea lemnului sunt fabricate în două tipuri: 1 - pentru tăierea longitudinală, 2 - pentru tăierea transversală. Ferăstrăile plate de tip 1, versiunea 1 (Fig. 99 a) sunt utilizate pentru tăierea longitudinală a lemnului în ferăstraie circulare cu avans mecanizat, iar ferăstrăile din versiunea 2 (Fig. 99 b) sunt utilizate în principal pentru mașinile cu avans manual și electrificate. Unelte de mana.

Orez. 99. Ferăstrău plat rotund pentru tăierea lemnului:
a, b - oțel pentru tăiere longitudinală; c, d - oțel pentru tăiere transversală; e, f, g - cu plăci din aliaj dur pentru tăierea materialelor lemnoase;
Ferăstrăile de tip 2, execuția 1 (Fig. 99 c) sunt utilizate pentru tăierea transversală a lemnului la mașinile cu un arbore de ferăstrău inferior, iar ferăstrăile de execuție 2 (Fig. 99 d) - la mașinile cu un arbore de ferăstrău superior.
Industria produce o mare varietate de dimensiuni de ferăstraie abrupte. Diametrul lor variază de la 125 la 1500 mm, grosimea de la 1 la 5,5 mm, numărul de dinți pentru ferăstraie de tip 1 poate fi 24, 36, 48, 60, 72; pentru ferăstraie tip 2 - 36, 60, 72, 96 și 120. Diametrul alezajului 32, 50 și 80 mm.
Funcționarea normală stabilă a unui ferăstrău circular este posibilă numai cu alegerea corectă a diametrului și grosimii discului, precum și a diametrului flanșei care fixează ferăstrăul de axul mașinii. Cel mai mic diametru (mm) al pânzei de ferăstrău este calculat prin formulele:
pentru ferăstraie de vârf
D = 2(H + 0,5d + h);
pentru ferăstraie de fund
D = 2(H + g + H)
unde H este înălțimea tăieturii (mm), d este diametrul flanșei de prindere (mm), g este cea mai mică distanță de la axa ferăstrăului până la suprafața mesei mașinii (mm), h este cea mai mică ieșirea ferăstrăului din tăietură, aproximativ egală cu înălțimea dintelui de ferăstrău (mm).
Ferăstrăile abrupte sunt fabricate din oțel pentru scule 9XФ.
Durata medie de viață a ferăstrăilor plate rotunde între reașaliri este de cel puțin 90 de minute. la tăierea lemnului moale și a lemnului tare moale și 60 de minute la tăierea lemnului tare.
Abaterile pentru ferăstraie cu grosimea de 1,2 până la 3,4 mm sunt limitate la ± 0,07 mm, iar pentru ferăstrăile cu grosimea de 3,8 mm sau mai mult - ± 0,13 mm. Grosimea neuniformă admisă pentru ferăstraie cu o grosime de la 1,2 mm până la 3,4 mm nu este mai mare de 0,1 mm, iar pentru ferăstrăile cu o grosime de 3,8 mm și mai mult - nu mai mult de 0,15 mm. Centrele ferăstrăului și găurile pentru arbore trebuie să se potrivească (excentricitatea este permisă nu mai mult de 0,05 mm).
Ferăstrău circular plat (disc) cu lame din carbură - se folosesc în principal pentru tăierea materialelor lemnoase din tablă și plăci, plăci și panouri căptușite, placaj, lipite etc. lemn solid.
Plăcile de tăiere ale dinților ferăstrăului sunt realizate dintr-un aliaj cermet din carbură de tungsten și cobalt VK 6, VK15, iar corpul ferăstrăului este din oțel 50HFA sau 9XF.
Se produc ferăstraie cu plăci din aliaj dur cu diametrul D = 100 - 450 mm; diametrul orificiului de montare d = 32, 50, 80 sau 130 mm; numărul de dinți Z = 24, 36, 48, 56, 72. Grosimea corpului ferăstrăului B = 2 - 2,8 mm, grosimea ținând cont de plăcile din aliaj dur B = 2,8 - 4,1 mm.
Ferăstraiele sunt fabricate de două tipuri: 1 - cu suprafața posterioară înclinată; 2 - fără pantă (vezi fig. 99)
Ferăstraiele circulare (cu discuri) de rindeluit sunt utilizate pentru tăierea fină a lemnului uscat (cu un conținut de umiditate de cel mult 20%) în orice direcție în raport cu fibrele. La fierăstrăile de rindeluit, suprafețele laterale au o decupare de la periferie spre centru, drept urmare nu este necesară lărgirea coroanei de tăiere prin fixarea sau aplatizarea dinților.
Marginile laterale de tăiere ale dinților ferăstrăului de rindeluit, care formează suprafețele de tăiere, sunt situate în același plan.
Ferăstrău conic rotund (disc) - sunt utilizate pentru tăierea marginilor cheresteașului în plăci subțiri pentru a reduce deșeurile de lemn în rumeguș (lățimea de tăiere pentru astfel de ferăstrău este de 1,7 - 2,7 mm, care este aproape jumătate față de tăierea cu ferăstrău plat). Grosimea plăcilor de tăiat nu trebuie să depășească 12-18 mm, altfel discul nu le va putea îndoi în lateral și ferăstrăul se va bloca în tăietură.
În tabel. 4 prezintă dimensiunile ferăstrăilor circulare utilizate, precum și interdependența diametrelor, grosimii și numărului de dinți ai acestora.
Grosimea unui ferăstrău circular este între 1/200 și 1/300 din diametrul acestuia. Fierastraie de grosime mai mica (1/300) se folosesc pentru taierea lemnului de rasinoase, a lemnului tare mai gros (1/200).
Tabelul 4
Diametrul, numărul de dinți și grosimea pânzelor de ferăstrău circular
(conform GOST 980-53)
Forma dinților ferăstrăilor circulare depinde de direcția de tăiere și de duritatea lemnului de tăiat. Pentru tăierea longitudinală, dinții oblici sunt folosiți cu spatele drept, rupt (dinte de lup) și convex; pentru tăiere în cruce - isoscel (simetric), asimetric și dreptunghiular. Profilele acestor dinți sunt prezentate în fig. 30, datele despre profiluri sunt date în tabel. 5.
Tabelul 5
Profile dinți de ferăstrău (conform GOST 980-53)
| Tipuri de dinți | Unghi de conicitate în grade. | Unghiul de tăiere în grade. | Pasul dintelui în mm | Înălțimea dintelui | Cantitatea de dinți așezați pe fiecare parte |
| Pentru tăierea longitudinală | |||||
| oblic: direct înapoi | 40 | 70 | Până la 30, în funcție de diametrul pânzei de ferăstrău și de numărul de dinți | Dimensiunea pasului 0,4-0,5 | 0,5 mm pentru pânze de ferăstrău cu grosimea de până la 1,4 mm; |
| cu spatele rupt (dinte de lup) | 40 | 55 | |||
| cu spatele convex | 40 | 55 | |||
| Pentru tăiere transversală | |||||
| isoscel | 50 | 115 | Până la 20, în funcție de diametrul pânzei de ferăstrău și de numărul de dinți | Dimensiunea pasului 0,6-0,9 | 0,5 mm pentru pânze de ferăstrău cu grosimea de până la 1,4 mm; |
| nesimetric | 45 | 105 | |||
| dreptunghiular | 40 | 90 | |||
Dinții cu spatele rupt și convex sunt mai stabili decât cei drepti, prin urmare fierăstrăile cu astfel de dinți sunt folosite pentru tăierea lemnului de esență tare. Lemnul de esență moale și lemnul de esență tare moale poate fi tăiat cu ferăstraie cu spate drept. Pe fig. 31 prezintă o metodă pentru determinarea unghiurilor dinţilor unui ferăstrău circular.
Orez. 30. Profilele dinților de ferăstrău circular:
a - pentru tăierea longitudinală; b - pentru tăierea în cruce
Când sunt divorțați, vârfurile dinților sunt îndoite cu 0,3-0,5 din înălțimea lor. O rupere în spatele unui dinte de lup se face din partea de sus la o distanță egală cu 0,4 din dimensiunea pasului. Ascuțirea dinților pentru ferăstrău pentru tăiere longitudinală este continuă, pentru ferăstrău pentru tăiere transversală este oblică prin dinte la un unghi de 65 - 80 ° față de planul ferăstrăului.  Orez. 31. Determinarea unghiurilor dinților unui ferăstrău circular
Orez. 31. Determinarea unghiurilor dinților unui ferăstrău circular
Ferăstrăile de rindeluit sunt un tip special de ferăstrău circular. Sunt folosite pentru a obține o tăietură curată care nu necesită rindeluire.
Grosimea ferăstrăului circular de rindeluit de la inelul dințat la centru pe 2/3 din rază scade treptat la un unghi de 8 - 15 °. Prin urmare, dinții ferăstrăului nu sunt crescuți; marginile tăietoare de la dinți sunt frontale scurte și laterale. Dinții arborilor de rindele sunt grupați sau, după cum se spune, sunt crestate cu „piepteni” (Fig. 32). În fiecare grupă (coartă) există un dinte mare „de lucru” cu un unghi de ascuțire de 45 °. Acest dinte este cel care taie lemnul. În spatele dintelui de lucru se află de la 3 până la 10 dinți fini cu un unghi de ascuțire de 40°. Forma dinților ferăstrăilor rindele pentru tăierea longitudinală și transversală este diferită.
Industria produce ferăstraie de rindeluit cu un diametru de la 100 la 650 mm, o grosime la inelul dințat de la 1,7 la 3,8 mm. Ferăstraiele de rindeau au fost folosite din ce în ce mai mult în ultimii ani.
 Orez. 32. Ferăstraie rindele
Orez. 32. Ferăstraie rindele
De ce ferăstraiele circulare „ard”?
Ferăstraiele circulare „ard” de la frecare puternică împotriva pereților tăieturii. Acest lucru se întâmplă atunci când ferăstrăul taie, de ex. se abate de la o tăietură dreaptă, dând o geometrie slabă a cherestelei. Există multe motive pentru tăiere. Având în vedere că la tăierea lemnului lucrează un întreg sistem, constând dintr-un ferăstrău, un buștean, o mașină și un ferăstrău, o defecțiune poate apărea oriunde în el. Dar totuși, fierăstrăul este cel care este responsabil pentru 90% din sacrificare. Să începem cu ea.
Ferăstrăul ar trebui să fie uniform, deoarece umflăturile se freacă de pereții tăieturii și devin foarte fierbinți. Datorită expansiunii termice, acestea devin mai mari și se freacă și mai tare. Pe ferăstrău apar pete albastre și negre - arsuri. Ferăstrăul se încălzește neuniform și se îndoaie cu un șurub. Tăierile adânci în lemn sunt posibile cu o deformare puternică a ferăstrăului. Procesul se dezvoltă ca o avalanșă și dacă nu interviți la timp, puteți pierde ferăstrăul.
În plus, ferăstrăul este aranjat ca o roată de bicicletă, doar spițele imaginare din această roată nu apasă spre interior, ci spre exterior. În centru este un inel de sprijin neforjat - un "manecă". Zona centrală forjată intensiv a ferăstrăului se sprijină pe ea - „spițe” arcuite. Și au pus presiune asupra zonei de nuntă, izbucnind anterior într-o stare rece - „bordul” roții noastre imaginare. Zona direct sub dinții ferăstrăului și aproximativ o zecime din diametrul acesteia.
De ce se face asta? Ideea este din nou în dilatarea termică a metalului. Fierăstrăul face munca de tăiere cu dinții. Eficiența acestei lucrări este departe de 100%, o parte din energie este eliberată sub formă de căldură pe dinții ferăstrăului - coroana, de unde căldura se răspândește în întreaga zonă a rădăcinii, deoarece ferăstrăul este din oțel și conductivitatea termică este relativ scăzută. De la încălzire, zona coroanei ferăstrăului se extinde, iar dacă zona centrală nu a fost forjată anterior, forța de tracțiune a zonei coroanei îndoaie ferăstrăul într-o cifră în opt. De exemplu, zona coroanei unui ferăstrău metru tinde să se extindă cu 7-8 mm în timpul funcționării, iar zona centrală neforjată se poate întinde doar cu 1 mm!
Concluzia sugerează de la sine, lucrând cu ferăstraie circulare, nu avem de-a face cu un sistem mecanic, ci cu un sistem termomecanic. Mai mult decât atât, ferăstrăile circulare funcționează în mod normal numai în condiția încălzirii axisimetrice, uniformă a zonei coroanei.
Dacă dinții ferăstrăului sunt de înălțimi diferite, fragmente întregi de dinți nu își fac treaba, ci pur și simplu alunecă pe lângă partea de jos a tăieturii. Dar restul dinților devin de două ori. În același timp, dinții de lucru devin rapid tociți și devin foarte fierbinți, provocând întinderea neuniformă a zonei rădăcinii, care îndoaie ferăstrăul.
De asemenea, încălzirea zonei centrale a unui ferăstrău nu este permisă. Poate fi cauzată de forma cuvei a pânzei de ferăstrău sau de lagărele fierbinți ale arborelui ferăstrăului! În acest caz, ferăstrăul dobândește forjare la temperatură excesivă, se îndoaie în bol și apoi începe să se frece intens de pereții tăieturii și să se taie.
Dacă echipamentul ferăstrăului circular este amplasat într-o încăpere neîncălzită, iarna și vara este necesară setarea ferăstrăului la un alt grad de forjare. În primul rând, acest lucru se aplică ferăstrăilor cu un diametru mare de 800 mm sau mai mult. Forjarea de vară este mult mai intensă decât iarna. Vara, un ferăstrău cu diametru mare poate avea forjare puternică de declanșare, de ex. au două stări stabile. Cu cât fierăstrăul primește forjare mai intensă, cu atât mai mult timp nu va necesita pregătirea ferăstrăului. Dar aici este important să nu exagerăm, deoarece forjarea este pur individuală pentru fiecare tip de ferăstrău și valoarea acesteia este afectată de duritatea oțelului, diametrul și grosimea ferăstrăului, viteza de rotație și, în final, temperatura de funcționare. de mediu.
După forjare, ferăstrăul trebuie să fie simetric. Adică, egalizați suma tensiunilor de suprafață de pe ambele părți ale ferăstrăului. Simetria se verifică prin plasarea ferăstrăului în poziție verticală. Aplicând o linie lungă de ferăstrău pe ferăstrău din dreapta și din stânga, ne asigurăm că spațiul dintre riglă și ferăstrău este același pe ambele părți. Dacă nu, ar trebui să forjați ușor ferăstrăul din partea în care centrul ferăstrăului atinge rigla. Simetria de forjare a declanșatorului este verificată prin înclinarea ferăstrăului spre și departe de el însuși. Centrul ferăstrăului ar trebui să „cădea” la același unghi de înclinare de 5-7 grade față de poziția verticală.
Divorțul și ascuțirea dinților influențează puternic tăierea ferăstrăului. Montarea trebuie controlată pe ferăstraie din oțel la fiecare schimb și menținută la o precizie de 0,03 mm. Dacă ferăstrăul este strâns puternic în buștean, atunci divorțul ar trebui stabilit din nou.
Fără îndoială, trebuie respectate unghiurile de ascuțire recomandate de producătorul ferăstrăului. Dar, cel mai important, unghiurile de ascuțire trebuie să fie strict simetrice față de planul ferăstrăului. În caz contrar, un unghi mai ascuțit va „lua” întregul ferăstrău în direcția sa și va avea loc supratăierea. Chiar și cu ascuțirea manuală, dinții de ferăstrău trebuie ascuțiți cu o precizie de cel puțin plus sau minus 1 grad. Desigur, mașinile moderne de șlefuit sunt capabile să ascute de zeci de ori mai precis.
De aici următoarea concluzie importantă. Ferăstrăul este un sistem perfect simetric, doar propria simetrie îl împiedică să se taie. Trebuie să fie îndreptat și forjat simetric, ascuțit simetric și pus deoparte. Ei bine, după cum ne amintim, este încălzit axisimetric. În acest caz, ferăstrăul trebuie să fie echilibrat și să aibă aceeași formă a dinților. Dar această operațiune nu se poate face manual, se poate face doar cu mașini de șlefuit.
Un factor puternic care stabilizează ferăstrăul în tăiere este forța centrifugă de inerție. Pregatit corespunzator, fierastraul rotativ se stabilizeaza in spatiu si reprezinta un horoscop mare si stabil. După cum spun experții, „își întinde aripile”.
Cu toate acestea, o flanșă având capătul mare și curele radiale poate perturba funcționarea normală a ferăstrăului. Aici trecem la următorul grup de motive pentru tăierea ferăstrăilor circulare - la parametrii mașinii și setările acesteia.
De regulă, ferăstrăul circular este de vină în proporție de 90% pentru geometria proastă a lemnului, dar restul de 10% din cauzele crescării aparțin mașinii. Există multe modele de mașini circulare. Să încercăm să rezumam motivele performanței lor slabe.
Puterea de antrenare insuficientă se poate manifesta atunci când prea multe lame sau lame sunt prea groase pe arborele grupului. Adesea, ei încearcă să compenseze pregătirea proastă a ferăstrăilor prin creșterea grosimii acestora și a distanței mari dintre dinți. Doar o fabrică de cherestea va fi capabilă să pregătească ferăstraie subțiri și să stabilească setarea minimă, astfel încât puterea de antrenare să fie suficientă pentru funcționarea normală a mașinii.
Nu există suficientă putere de antrenare atunci când viteza de avans a materialului tăiat este foarte mare sau este vâscos și dur, cum ar fi zada sau stejarul. Trebuie să selectați rata de avans. La mașinile cu ferăstrău răcit cu apă, trebuie să monitorizați îndeaproape alimentarea cu apă. Există o presiune slabă sau găuri înfundate în ghidaje care nu asigură gradul necesar de lubrifiere și răcire a ferăstrăilor. Și există motive care sunt complet banale. Curelele sunt lasate și este timpul să le schimbați sau nu există suficient ulei în sistemul hidraulic.
Setarile geometrice ale masinii sunt de asemenea importante. Într-o mașină bună, ca și în armată, totul ar trebui să fie paralel sau perpendicular. Arborele este setat strict perpendicular pe mișcarea piesei de prelucrat, acest lucru este deosebit de important acolo unde există reglarea acestuia. Ferăstrăul trebuie să fie strict perpendicular pe planul patului mașinii. Dispozitivele de măsurare ale mașinilor precum Kara și Magistral sunt așezate paralel cu planul ferăstrăului. Este necesar să setați toate opritoarele și ghidajele ferăstrăului conform instrucțiunilor de pe mașină. La fel și cuțite de tăiat.
Fii extrem de atent! Aproape toate operațiunile de mai sus sunt efectuate pe un ferăstrău care rulează. Un ferăstrău în picioare își asumă o poziție arbitrară și nu poate servi ca plan de referință.
Creșterea ferăstrăului poate apărea din cauza arborelui defect al ferăstrăului. Ferăstraiele circulare sunt operaționale numai cu o curgere minimă de capăt și radială a arborelui sau a flanșei ferăstrăului. Bătăile sunt calculate în sutimi de milimetru. De exemplu, curățarea finală a flanșei unui ferăstrău de metru în 0,1 mm duce la supraîncălzirea instantanee a ferăstrăului din cauza frecării împotriva pereților tăierii și tăierii adânci. Producătorul normalizează acest indicator în 0,03 mm. Ar fi mai bine dacă valoarea lui ar fi și mai mică. Verificarea se face cu un indicator pe un suport magnetic.
Arborele ferăstrăului poate provoca forfecare dacă rulmenții dăunători, prea strânși sau nelubrifiați devin prea fierbinți. Acordați o atenție deosebită verificării și lubrifierii arborelui ferăstrăului mașinii. Rulmenții prost pot fi detectați în felul următor. Atașați o șină mică cu margini netede la locația rulmentului și apăsați-vă urechea pe acesta.
Ascultați cu atenție funcționarea rulmentului în timp ce arborele se rotește și se oprește. Nu sunt permise zdrăngănii, lovituri ascuțite și clicuri. Trebuie să schimbați corect rulmentul, folosind extractoare. Rulmenții au clase de precizie diferite și nu toți sunt potriviți pentru instalarea pe un arbore. Chiar consider că este nepotrivit să spun că scaunele rulmenților trebuie să fie șlefuite de producător, ceea ce este departe de a fi întotdeauna cazul acum.
Mașinile de ferăstrău plutitor au propriile lor motive pentru tăiere. Acest lucru se întâmplă dacă golurile din ghidaje sunt reglate incorect. Mai mult, cu un decalaj mic, ferăstraiele sunt tăiate din cauza supraîncălzirii, iar cu un decalaj mare, din cauza rătăcirii. Este necesar să se stabilească distanțele recomandate.
Rătăcirea ferăstrăilor apare și atunci când ghidajele din alamă sau babbitt sunt șlefuite neuniform. În acest caz, stratul de alamă este schimbat, iar stratul babbitt este topit din nou.
Se întâmplă ca o așchie să fie înțepată între ghidaje și ferăstrău. Acest lucru duce la blocarea severă și la supraîncălzirea instantanee a ferăstrăilor. Nici măcar răcirea cu apă nu economisește. După aceea, ferăstrăul tind să devină în formă de bol și necesită pregătire pentru tăiere.
Mulți oameni cred că cea mai rapidă resursă pentru ferăstrău circular este ascuțirea, urmată de tăiere și numai după aceea îndreptarea și forjarea. Acesta este într-adevăr cazul dacă se folosesc ferăstraie groase. Cu toate acestea, dacă doriți să economisiți pe lățimea tăieturii și să aveți o rată de recuperare solidă, aceste reprezentări vor trebui modificate. Apoi, pregătirea fabricii de cherestea vine în prim plan.
Pe un ferăstrău multiplu echipat cu ferăstrău subțire, ferăstrăul trebuie uneori reglat la fiecare trei până la patru ore, adică. cu mult înainte ca vârfurile de carbură să devină plictisitoare. Și trebuie recunoscut că aceasta este o practică mondială. Dacă doriți să economisiți bani, pregătiți o fabrică de cherestea profesională.
Mi se pune adesea întrebarea cu câtă grosime pot tăia ferăstraiele în mod consecvent cu pregătirea corespunzătoare a ferăstrăului. Acest lucru depinde direct de diametrul ferăstrăului și de designul mașinii. Dar mai ales în Rusia au văzut cu ferăstraie foarte groase. Deci, există mai puțină bătaie de cap și, în același timp, banii zboară în țeavă, în sensul țevii de evacuare sub formă de rumeguș.
Din experiența mea, puteți tăia perfect cu ferăstraie de metru grosime de 3,6 mm, ferăstraie cu diametrul de 630 mm și grosime de 2,5 mm. Și aceasta este departe de limită, pentru că priceperea gaterului nu stă pe loc. În Japonia, reușesc să taie cu ferăstraie lungi de un metru, de aproximativ 1,5 mm grosime! Ceea ce pentru noi este doar o fantezie.
Oamenii mă întreabă care ferăstrău sunt mai bune cu fante sau fără? Gândul inventiv al umanității este condus de lene. Inventatorii au făcut o mulțime de tăieturi complicate în ferăstrău, cu un singur scop, indiferent de ce să editeze ferăstrăile sau să forjeze. Și adevărul este că cele mai bune ferăstraie sunt cele solide. Sunt, prin definiție, cele mai subțiri și mai stabile. Cine știe să le gătească cu pricepere, culege pe bună dreptate fructe generoase.